Eastrise
レーザー切断ノズルの選択
ファイバー レーザー ノズルには多くの種類があり、さまざまなブランドの機械で使用されています。仕様がご不明な場合は、ご注文前にノズル高さ、外径、単層/二層、カットするプレートの種類などをカスタマーサービスまでご相談ください。

T2銅の生産
優れた熱伝導性、高硬度、耐食性

厚板を圧力をかけずに切断


単層:
単層ノズルは窒素と空気を補助ガスとして使用し、ステンレス、アルミ、銅などを切断します。

二重層:
酸素を補助ガスとして使用する二層ノズルで鉄板などを切断します。

操作のヒント
レーザー切断機のノズルの位置を正しく調整してください。シートをカットするたびに、レーザーがノズルの中心にあるかどうかを確認します。集束光がノズルの中心にない場合は、同軸度を調整してください。 製造時によく行われる同軸度の調整手順は以下のとおりです。 (1) レーザー切断機のノズル端面にシールを貼ります。 (2) 10 を使用します。 -20 ワットの電力で手動で穴を開け (レーザー ショット)、現象を観察し、相対位置が回転しないように注意しながら白いステッカーを取り出します。(3) ノズル位置がレーザー中心から離れすぎると、中心点を印刷できなくなります。(4) 中心点を印刷してみます。中心点が大きい場合と小さい場合は条件が揃っているか、フォーカスレンズが緩んでいないか注意してください。中心点がレーザー切断機のノズルの中心にない場合、プロセス要件が満たされるまで調整ネジを繰り返し調整できます。
1. 薄板(3mm以下)を切断する場合:一般的にノズルの口径は0.8~1.5mmの範囲にあり、ノズル口径が小さいほど流速が速く、良好な断面を形成します。より大きなノズル口径を選択すると、流速が遅くなり、シート部分の裏側にスラグが形成されます。2. 中厚さ (3mm ~ 10mm) 範囲を切断する場合: 一般的に口径 1.5mm ~ 3.0mm のノズルが選択されます。ノズルが小さいほど流量は速くなりますが、流量が不足すると燃焼が不十分となり、ノズルが大きいほど流量は遅くなります。スラグが形成されます。3. 厚板(10mm以上)を切断する場合:口径2.5mm~5.0mmが一般的に選択されます。厚いプレートでは空気の流れに対する要件が高くなるため、より大きな開口部が必要になります。

T2レベルの銅
T2グレードの赤銅材を使用しており、導電性、熱伝導性、耐食性、加工性に優れています。電気伝導率や熱伝導率を低下させる不純物がほとんど含まれていません。
T2とT3の違い
この規格では、一般に使用される純銅を不純物の含有量により1種、2種、3種に分けています。T1:不純物の総量が0.05%以下 T2:不純物の総量が0.1%以下 T3:すなわち不純物の総量が0.3%以下

高速切断と高温耐性 厚板を圧力をかけずに切断
高温耐性、スラグの発生が少ない、高い加工精度、速い切断速度

レーザー切断ノズルの選択
ファイバー レーザー ノズルには多くの種類があり、さまざまなブランドの機械で使用されています。仕様がご不明な場合は、ご注文前にノズル高さ、外径、単層/二層、カットするプレートの種類などをカスタマーサービスまでご相談ください。
T2銅の生産
優れた熱伝導性、高硬度、耐食性
厚板を圧力をかけずに切断
単層:
単層ノズルは窒素と空気を補助ガスとして使用し、ステンレス、アルミ、銅などを切断します。
二重層:
酸素を補助ガスとして使用する二層ノズルで鉄板などを切断します。
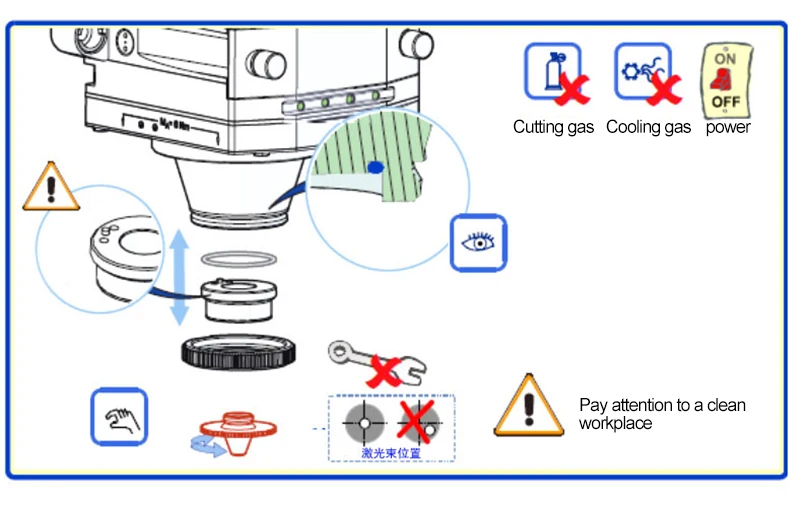
操作のヒント
レーザー切断機のノズルの位置を正しく調整してください。シートをカットするたびに、レーザーがノズルの中心にあるかどうかを確認します。集束光がノズルの中心にない場合は、同軸度を調整してください。 製造時によく行われる同軸度の調整手順は以下のとおりです。 (1) レーザー切断機のノズル端面にシールを貼ります。 (2) 10 を使用します。 -20 ワットの電力で手動で穴を開け (レーザー ショット)、現象を観察し、相対位置が回転しないように注意しながら白いステッカーを取り出します。(3) ノズル位置がレーザー中心から離れすぎると、中心点を印刷できなくなります。(4) 中心点を印刷してみます。中心点が大きい場合と小さい場合は条件が揃っているか、フォーカスレンズが緩んでいないか注意してください。中心点がレーザー切断機のノズルの中心にない場合、プロセス要件が満たされるまで調整ネジを繰り返し調整できます。
1. 薄板(3mm以下)を切断する場合:一般的にノズルの口径は0.8~1.5mmの範囲にあり、ノズル口径が小さいほど流速が速く、良好な断面を形成します。より大きなノズル口径を選択すると、流速が遅くなり、シート部分の裏側にスラグが形成されます。2. 中厚さ (3mm ~ 10mm) 範囲を切断する場合: 一般的に口径 1.5mm ~ 3.0mm のノズルが選択されます。ノズルが小さいほど流量は速くなりますが、流量が不足すると燃焼が不十分となり、ノズルが大きいほど流量は遅くなります。スラグが形成されます。3. 厚板(10mm以上)を切断する場合:口径2.5mm~5.0mmが一般的に選択されます。厚いプレートでは空気の流れに対する要件が高くなるため、より大きな開口部が必要になります。
T2レベルの銅
T2グレードの赤銅材を使用しており、導電性、熱伝導性、耐食性、加工性に優れています。電気伝導率や熱伝導率を低下させる不純物がほとんど含まれていません。
T2とT3の違い
この規格では、一般に使用される純銅を不純物の含有量により1種、2種、3種に分けています。T1:不純物の総量が0.05%以下 T2:不純物の総量が0.1%以下 T3:すなわち不純物の総量が0.3%以下
高速切断と高温耐性 厚板を圧力をかけずに切断
高温耐性、スラグの発生が少ない、高い加工精度、速い切断速度





 日本語
日本語







